
美国制造工程师协会(SME Society of Manufacturing Engineers)机器视觉分会和美国机器人工业协会(RIA Robotic Industries Association)的自动化视觉分会对机器视觉下的定义为:“机器视觉是通过光学器件和非接触的传感器自动地获取和处理真实物体的图像,以获得所需信息或用于控制机器运动的装置.通俗的说,机器视觉就是用机器代替人眼来做测量和判断。

最简单的视觉检测系统如下图所示:
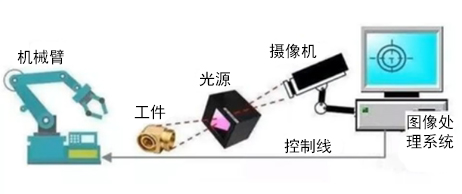
工件:被检测物品 | 光源:提供稳定的照明环境 | 摄像机:获取图像的设备 | 机械臂:根据图像处理系统的结果,进行相应的动作装置。
其中图像处理系统是核心, 目前按照处理算法划分为模式匹配和深度学习。其中模式匹配算法适合于有明确标准的应用场景, 而深度学习算法适合复杂场景、复杂非标准缺陷。深度学习还具有识别模型灵活度强,泛化能力强的特点。
随着多年来机器视觉技术的发展,已经在各个行业都有深入的应用,例如在科学研究(材料分析,生物分析,化学分析,生命科学等),军事(航天,航空,兵器(敌我目标识别,跟踪)及测绘),民用(智能交通,安全防范,文字识别,身份验证等),工业(质量检测,产品分类,产品包装,机器人定位)都有广泛的应用.本文主要介绍机器视觉在智能制造领域的应用。
应用场景
机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。机器视觉的引入,代替传统的人工检测方法,极大地提高了投放市场的产品质量,提高了生产效率。

机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
下图展示的是机器视觉主要的行业应用:

从机器视觉的具体应用看,电子制造业应用具体在PCB印刷电路、电子封装、丝网印刷、SMMT表面贴装、半导体及集成电路、回流和波峰焊,以及智能手机、平板电脑等消费类产品。汽车制造业的主要应用于面板印刷质量检测、精密测量等。食药和包装机械主要集中在封装缺陷检测、生产日期检测、颜色识别、分拣等方面。印刷机械则是在于印刷质量检测、印刷字符检测、条码识别等。
管理痛点
经过调研发现,目前高端制造工厂大部分都采用自动化生产,但人工目视检测岗位仍占据工厂整体人员的15%-30%。人工目视检测存在效率低、准确率低、对人眼伤害大且成本高的问题。
传统的机器视觉检测设备虽然已应用多年,但其基本基于模式匹配算法,无法解决复杂场景的复杂缺陷检测;泛化能力差,且需要积累大量缺陷图片库;漏检误检率高的缺点。
解决方案
机器视觉技术将成为大企业检测设备的‘不二选择’,其主要有五大典型应用:
图像识别应用
图像识别,是利用机器视觉对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。图像识别在机器视觉工业领域中最典型的应用就是二维码的识别。将大量的数据信息存储在二维码中,通过条码对产品进行跟踪管理,通过机器视觉系统,可以方便的对各种材质表面的条码进行识别读取,大大提高了现代化生产的效率。
图像检测应用
检测是机器视觉工业领域最主要的应用之一。几乎所有产品都需要检测,而人工检测存在着较多的弊端,因此,具有诸多优点的机器视觉在图像检测的应用方面也非常的广泛。
视觉定位应用
视觉定位要求机器视觉系统能够快速准确的找到被测零件并确认其位置。在半导体封装领域,设备需要根据机器视觉取得的芯片位置信息调整拾取头,准确拾取芯片并进行绑定,这就是视觉定位在机器视觉工业领域最基本的应用。
物体测量应用
机器视觉工业应用最大的特点就是其非接触测量技术,同样具有高精度和高速度的性能,但非接触无磨损,消除了接触测量可能造成的二次损伤隐患。常见的测量应用包括齿轮、接插件、汽车零部件、IC元件管脚、麻花钻、罗定螺纹检测等。
物体分拣应用
实际上,物体分拣应用是建立在识别、检测之后一个环节,通过机器视觉系统将图像进行处理,实现分拣。在机器视觉工业应用中常用于食品分拣、零件表面瑕疵自动分拣、棉花纤维分拣等。
预期收益
机器视觉技术在减少劳动力的同时,以机器换人,更高效、更稳定的提高生产速度和产品质量,对检测的缺陷综合识别率提高,工作效率提升, 同时为企业注入新科技,提升企业的竞争力,给企业带来真正意义上的生产自动化,质量控制标准化、品质化和自动化。